Компания
Technoprojekt
Проектирование
заводов / Строительство / Кредитование строительства заводов
тел./факс: +7 (495) 787-99-78
ПРИМЕР РЕШЕНИЯ
ЗАВОД
ПРОИЗВОДСТВО ПОРОБЕТОННЫХ БЛОКОВ
СОДЕРЖАНИЕ ТЕХНИЧЕСКОЙ ЗАПИСКИ
ЗАВОДА
1
ЗАДАНИЕ, ВКЛ. НАЧАЛЬНЫЕ УСЛОВИЯ СТРОИТЕЛЬСТВА
ЗАВОДА
2
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА
3
ПРОИЗВОДИТЕЛЬНАЯ МОЩНОСТЬ
4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
4.1 ОПИСАНИЕ ТЕХНОЛОГИИ
4.2 ТЕХНОЛОГИЧЕСКАЯ БЛОК-СХЕМА
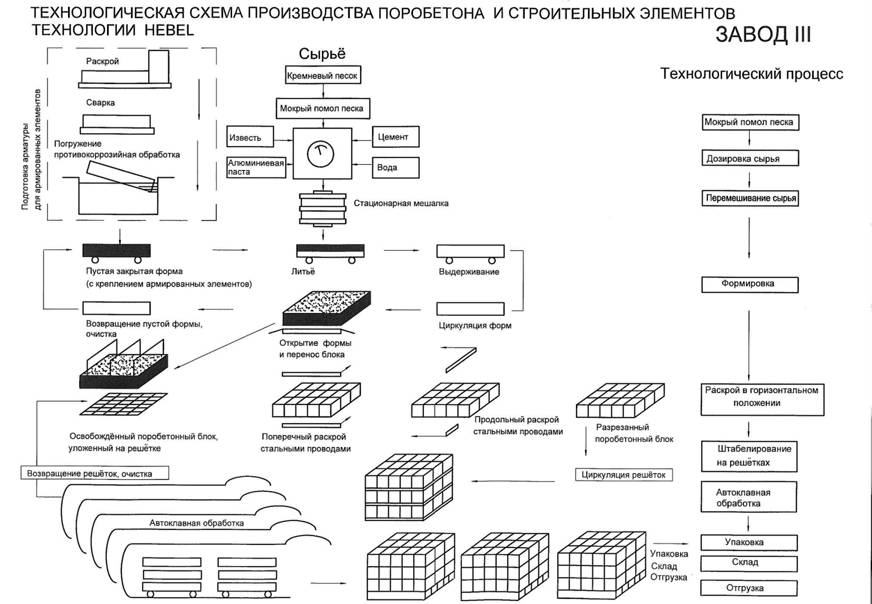
4.3 МАШИННО-ТЕХНОЛОГИЧЕСКАЯ
СХЕМА
4
СТРУКТУРА СО A ПК
5
ПРОИЗВОДСТВЕННЫЕ И ВСПОМОГАТЕЛЬНЫЕ ТЕРРИТОРИИ
6
ПЛАН ЗАСТРОЙКИ ЗАВОДА И ИНФРАСТРУКТУРА
7
ТЕХНОЛОГИЧЕСКИЙ И МАТЕРИАЛЬНЫЙ БАЛАНС
8
РАБОЧИЕ СИЛЫ
9
ВЛИЯНИЕ НА ОКРУЖАЮЩЮЮ СРЕДУ
10
ОБЪЁМ ИНВЕСТИЦИОННЫХ ЗАТРАТ
Чертежи завода III: -машинно-технологическая
схема -план застройки завода -3D-визуализация завода
1. ЗАДАНИЕ
На
основании задания предполагается сооружение завода по производству поробетонных
блоков общей производственной мощности 250 000 м3/год. При трехсменном
производстве завод с требуемой производительностью можно построить.
2. ПРОИЗВОДСТВЕННАЯ
ПРОГРАММА
Будут
производиться блоки без армировки с возможной резкой ещё на заводе на небольшие
блоки (напр. из блока 12 м2 режутся блоку размером 40 х 30 х 22,5 см –
данные размеры не являются обязательными) или большие блоки с внутренней
армировкой. Арматурные блоки предназначаются для строения стен. Основное
оборудование завода будет подходить для обоих видов конечного продукта с
различной способностью приспособления к спросу.
3. ПРОИЗВОДСТВЕННАЯ
МОЩНОСТЬ
Как
было указано в комментарии к заданию, возможность поставки машинного
оборудования производительностью 1 000 м3/сутки подходит для требуемой
производственной мощности. Производственную линию можно приспособить для
получения необходимой формы и конструкции блоков и панелей. Единственным
препятствием производительности могут быть добавки для основной массы, в
особенности достаточное количество подходящего цемента.
4. ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА
4.1 ОПИСАНИЕ ТЕХНОЛОГИИ
Технология
производства поробетона
Поробетон
– это наименование для газобетона и газосиликата, т.е. для пористых материалов,
возникших в результате смешивания мелкого кремневого песка или золыуноса с
известью, цементом, газообразующей добавкой и водой. Пористость образуется
выделением водорода в заготовленной массе или вспениванием с подводом воздуха.
Уплотнение вспученных блоков происходит в автоклавах, чаще всего при температуре
от 170 до 180 oC в течение приблизительно 10 часов. В результате реакции
двуокисей кремния освобождённая гашенная известь полностью поглощается.
Пример расхода
сырья для производства 1 м3 поробетона:
кремневой
песок 400 kg
известь
70 kg
цемент
30 kg
гипс 20
kg
|
алюминий
41% едкий натр остальные примеси |
0,5
kg 10 l 1 kg |
||||||||
|
Во
|
время
|
подготовки
|
сырьевой
|
смеси |
поступают
|
так: |
кремневые
|
пески |
по |
установленной
технологией молят отдельно или вместе, месят и гомогенизируют с негашеной
известью или же и с цементом, в случае необходимости и с другими добавками.
Таким
образом, подготовленная смесь перемешивается в специальной мешалке с водой,
шламом и газообразователем в кашеобразную массу. В качестве газообразователя
используют в основном алюминиевый порошок или алюминиевую пасту.
Машинное
оборудование для подготовки смеси:
-стальная воронка
для песка
-ковшовый элеватор
-стальной бункер
песка
-стальной бункер извести,
цемента и гипса
-шаровая мельница
-дозирующие
шнековые транспортёры
-суммарные
тензометрические весы
-барабанная
лемешная мешалка
Кашеобразная
масса наливается в форму, где сначала происходит вспучивание (около 30 мин.)
затвердевание, т.е. созревание массы (около 4 часов). После затвердевания
поверхность массы заравнивается, производится срез переростка, который будет
опять использован в подготовляемой сырьевой смеси. Проводится освобождение от
формы и разрезка выдержанного блока поперёк и вдоль, с помощью стальной
проволоки размером, который необходим для продукта. Стеновые панели больших
размеров производятся в формах, имеющих размер готовой панели.
Разрезанные
поробетонные блоки складываются штабелями в несколько слоёв на решётки и таким
образом перевозятся к автоклаву, т.е. на окончательный этап производственного
процесса. Для процесса автоклавной обработки самым важным является выбор
правильного режима, который состоит из вакуумирования, повышения, выдержки
(изотермии) и снижения давления.
В
первой фазе гидротермальной обработки происходит вакуумирование, в другой
давление в автоклаве повышается с помощью подвода пара с давлением 1.4 МПа. В
третий фазе давление и ему соответствующая температура поддерживаются на
постоянной величине, так что в этот период происходит изотермический нагрев.
При этом в автоклав ещё придаётся пар, но только в количестве, которое
необходимо для покрытия тепловых потерь. В четвёртой фазе процесса автоклавной
обработки пар выпускается из автоклава или же перепускается в другой автоклав.
Автоклавные
продукты после эвентуального высыхания можно прямо применять в строительстве,
т.к. они достигли окончательной твёрдости и стабильности в объёме.
Машинное
оборудование для формовки и резки блоков, автоклавной обработки и
упаковки блоков: -формы для
отлития блоков -30 шт. -решётки -72 шт. -автокары -72 шт. -передвижная
платформа -подъемный кран для переноски выдержанных блоков -машина для
освобождения от формы и резки -автоклавы -6 шт.(диаметр 2 600 мм, длина 37 м)
-окомковывающая и обматывающая машина -высокоподъёмный автокар
Ассортимент и параметры
продуктов:
В большинстве случаев поробетон производится в форме блоков (вышеуказанное
описание технологии) для мокрой и сухой кладки. Сухая кладка представляет собой
склеивание точных блоков специальным вяжущим материалом без мокрого процесса.
Основные
параметры поробетоновых продуктов: Объёмная масса……………..400 -600 кг/м3(в
зависимости от используемого сырья)
Прочность при сжатии…………………..2 -4 МПа (в зависимости от
использованного сырья) Принятые размеры блоков:
Длина………..
600 мм, допуск +-1,5 мм
Высота……………... 250 мм, допуск +1 мм
Толщина стены…… 100-400 мм, допуск +1 мм
Размеры армированных панелей
будут приспособлены спросу.
Производственный
объём:
Дневная
производственная мощность производственной линии (завода)…..1 000 м3 Размеры
блоков……………………...................................6,00 x 1,20 x 0,6 м…..4,32 м3 Количество
произведённых блоков в сутки при трёхсменной работе………..232 шт. Такт
производства блоков……………………………………........порядка 6 мин/блок Годовая мощность,
при 330 рабочих днях......................…………… 330 000 м3/год
.
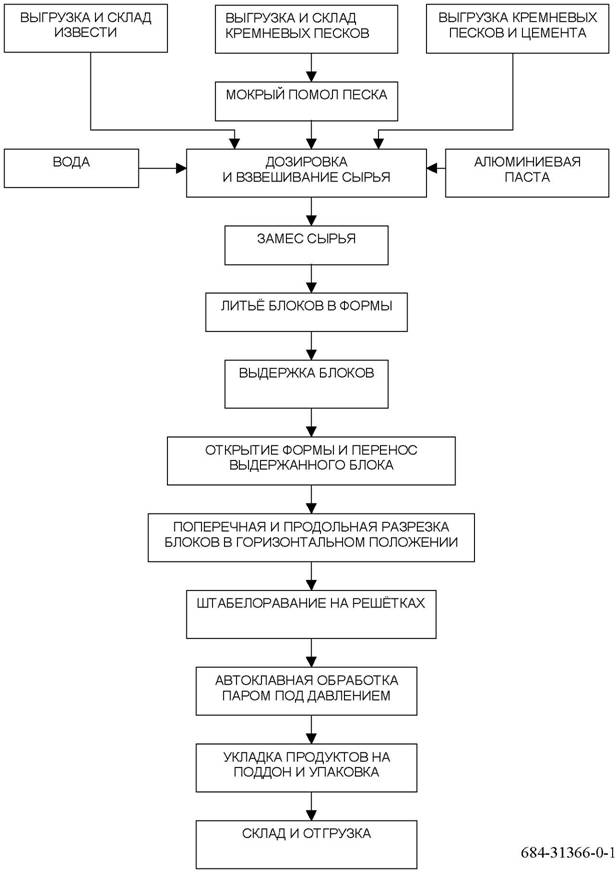
4.3 МАШИННО-ТЕХНОЛОГИЧЕСКАЯ СХЕМА
Для производства
поробетонных блоков и панелей на основе кремневых песков предложена современная
технология с большой мерой механизации и автоматизации. Она разделяется на
подготовку основного сырья, состоящую из песка, цемента, извести, алюминиевой
пасты и воды. Потом следует литьё данной перемешанной массы в раму, которая
после отвердевания материала перемещается к продольному и поперечному резаку
(блок) или для освобождения от формы (панель). Третьей стадией
машинно-технологической схемы является автоклавная обработка (блоку уложены на
рабочих решётках). После окончания данного процесса уложены на рабочие поддоны
для охлаждения и потом для отгрузки. Целый процесс производства даёт
возможность поместить машинное оборудование в моноблок. Схема входит в состав
данного раздела.

5. СТРУКТУРА
СО И ПК
Завод
III по производству поробетонных
блоков имеет следующие строительные объекты и производственные комплексы:
Список
производственных комплексов
ПК
-III / 001 Выгрузка и складирование песка
ПК
-III / 002 Выгрузка и складирование извести и цемента
ПК
-III / 003 Склад примесей
ПК
-III / 004 Мокрый помол песка
ПК
-III / 005 Дозировка, взвешивание и перемешивание сырья
ПК
-III / 006 Формировка блоков, резка и укладка блоков на решётки
ПК
-III / 007 Автоклавная обработка
ПК
-III / 008 Перевозка на поддонах и упаковка
ПК
-III / 009 Разводы технического пара
ПК
-III / 010 Котельная
ПК
-III / 011 Разводы технического пара
ПК
-III / 012 Трансформаторная подстанция
ПК
-III / 013 Мастерские технического обслуживания
ПК
-III / 014 Лаборатория
ПК -III / 015 Система управления
ПК -III
/ 016 Дорожные весы
Список
строительных и инженерных объектов
СO
-III/ 001 Выгрузка и складирование песка
СO
-III/ 002 Выгрузка и складирование извести и цемента
СO -III/ 003 Склад добавок
СO -III/ 004 Цех для помола песка
СO -III/ 005 Производственный цех
СO -III/ 006 Цех автоклавов
СO -III/ 007 Цех складирования
СO -III/ 008 Административное
здание
СO -III/ 009 Компрессорная
СO -III/ 010 Мастерские
технического ремонта
СO -III/ 011 Энергоцентр
СO -III/ 012 Дорожные весы
СO -III/ 013 Водяное хозяйство
(водоём, пожарный резервуар)
СO -III/ 014 Пожарный арсенал
СO -III/ 015 Проходная
СO -III/ 016 Канализационные ОС
СO -III/ 101 Наружная планировка
местности
СO -III/ 102 Перекладки и
подключения сети
СO -III/ 103 Канализация домовая
СO -III/ 104 Канализация ливневая
СO -III/ 105 Разводки питьевой и
промышленной воды
СO -III/ 106 Проводки сильного
тока
СO -III/ 107 Проводки слабого
тока
СO -III/ 108 Наружная разводка
труб
СO -III/ 109 Коммуникации и
укреплённые площадки
СO -III/ 110 Стоянка
СO -III/ 111 Подъездные пути
СO -III/ 112 Садовая и
окончательная планировка
СO -III/ 113 Наружное освещение
СO
-III/ 114 Ограждение
6. ПРОИЗВОДСТВЕННЫЕ И
ВСПОМОГАТЕЛЬНЫЕ КОМПЛЕКСЫ
По
строительным объектам можно сформировать сводку общей производственной площади
(площадь, застроенная зданиями и свободными местами складирования, относящиеся
к прямому производственному процессу) и общей вспомогательной площади
(практически остаток площади ареала: дороги, рабочая площадь и т.д.)
Завод
III располагает следующими показателями:
Общая производственная площадь 13
500 м2 (40
%) Общая вспомогательная площадь 20100 м2 (60 %)
Общая площадь ареала 33 600
м2
Данная
информация может быть использована при определении капиталозатрат СО.
7. ПЛАН ЗАСТРОЙКИ И ИНФРАСТРУКТУРТА
Генеральный
план завода наглядно изображён на чертеже 684-31366-0-6. Уже по данному чертежу
является очевидным, что завод III удалось спроектировать в качестве моноблока,
что приносит большие выгоды, как для строительства, так и для будущей
эксплуатации.
Привоз
песка предполагается самоопрокидывающими грузовыми машинами или ленточным
транспортёром прямо из места добычи песка. Остальные компоненты привозятся или
с помощью закрытых автоцистерн, или с помощью машин с самоопрокидывающими
кузовами. Все процессы, начиная замесом основного сырья и заканчивая отгрузкой
блоков на поддонах, происходят в производственном моноблоке.
Вспомогательные
комплексы дислоцированы в ближайших объектах. Целый ареал завода III с точки
зрения застройки решён очень компактно.
Инфраструктура
должна быть готова уже для строительства: дороги, складские площади, подвод
энергии и воды, отвод отработанной воды в канализацию.
8. ЭНЕРГЕТИЧЕСКИЙ И МАТЕРИАЛЬНЫЙ
БАЛАНС
В ниже уведённой таблице
указан приблизительно определённый годовой расход материалов и энергии завода
III. Некоторые пункты имеют и максимальный часовой расход. Указанный баланс
послужит для расчёта себестоимости производства.
БАЛАНС
РАСХОДА МАТЕРИАЛОВ И ЭНЕРГИИ
|
Вид
|
Название
|
Произво
дственна я мощност ь в день |
Единиц
а |
Произво
дственна я мощност ь в год |
Единиц
а |
|
Основные
продукты |
Блок
для кладки 600x250x(100-400) |
1 000 |
м3 |
330 000 |
м3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид
материала, носители |
|
Зернистость
другие св-ва |
%
часть в продукт е |
Часовой
расход |
Единиц
а |
Годовой
расход |
Единиц
а |
|
песок
|
|
Кремневый,
промытыйсодержание SiO2 мин.90 % |
75,2
|
25
|
тонна
|
132
000 |
тонна
|
|
цемент
|
|
портландский
|
5,7
|
1,9
|
тонна
|
10
000 |
тонна
|
|
известняк
|
|
|
|
|
|
|
|
|
известь
|
|
Однородный
хим. и минер. состав |
13,1
|
4,35
|
тонна
|
23
000 |
тонна
|
|
природный
гипс |
|
Молотый,
90%-ный |
3,7
|
1,25
|
|
6
600 |
тонна
|
|
гипс
|
|
|
|
|
|
|
|
|
примеси
|
|
Мазеобразное
мыло |
0,2
|
60
|
kg
|
330
|
тонна
|
|
керам.глина
|
|
|
|
|
|
|
|
|
керамзит
|
|
|
|
|
|
|
|
|
картон
|
|
|
|
|
|
|
|
|
волок.заполн
ители |
|
|
|
|
|
|
|
|
армат.сталь
|
|
|
|
|
|
|
|
|
алюм.паста
|
|
Содержание
актив. |
0,1
|
30
|
kg
|
165
|
тонна
|
|
|
|
Al
мин. 94 % |
|
|
|
|
|
|
щелочи
|
|
Едкий
натр 37%-ый раствор |
2,0
|
600
|
литр
|
3
300 |
м3
|
|
смазка
форм |
|
|
|
|
|
|
|
|
|
евро
|
|
|
63
|
шт.
|
30
000 |
шт.
|
|
поддоны
|
металл
. |
|
|
|
|
|
|
|
плёнка
|
|
поливинилхл
оридная |
|
18
|
кг
|
95
000 |
кг
|
|
Вид
материала, носители |
|
Зернистость
другие св-ва |
%
часть в продукт е |
Часовой
расход |
Единиц
а |
Годовой
расход |
Единиц
а |
|
несущие
плиты |
|
|
|
|
|
|
|
|
пластификат
ор |
|
|
|
|
|
|
|
|
красители
|
|
|
|
|
|
|
|
|
вода
|
|
питьевая,
производстве нная |
21,8
|
м3
|
|
115
000 |
м3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид
энергии |
Установленная
мощность |
Часовой
расход |
Единицы
|
Годовой
расход |
Единица
|
|
Электроэнергия
|
850
МВт |
500
|
кВт-ч
|
2
650 |
МВт-ч
|
|
Природный
газ |
|
|
|
|
|
|
Пар
|
1,4
МПа |
27,0
|
ГДж
|
198
000 |
ГДж
|
|
Сжатый
воздух |
|
|
|
|
|
|
Дизтопливо
|
|
4,0
|
литр
|
21
000 |
литр
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание:
Можно вписать и другие существенные материалы, имеющие значение для
определенного продукта или другой вид энергии
9. РАБОЧИЕ
СИЛЫ
Для
завода III с большой механизацией и автоматизацией, при трёхсменной работе
будет необходимо сравнительно не большое количество работников – 69 человек.
Разделение
данного количества на отдельные рабочие профессии и на техникоэкономический
персонал приводит следующая таблица.
Кол-во работников
|
Рабочие
позиции |
1. смена |
2. смена |
3. смена |
Всего |
|
Выгрузка
и складирование сырья |
2 |
2 |
|
4 |
|
Подготовка,
дозирование, смешивание |
2 |
2 |
2 |
6 |
|
Резка
|
1 |
1 |
1 |
3 |
|
Автоклавы
|
1 |
1 |
1 |
3 |
|
Сортировка,
перевозка на поддонах |
2 |
2 |
2 |
6 |
|
Логистика
|
1 |
1 |
1 |
3 |
|
Оператор
– высокоподъёмный автоклав |
3 |
1 |
1 |
5 |
|
Помощник
|
3 |
2 |
1 |
6 |
|
Оператор
-высокоподъёмный автокар |
3 |
3 |
|
6 |
|
Лаборатория
|
1 |
|
|
1 |
|
Техническое
обслуживание механики |
2 |
1 |
1 |
4 |
|
Электрообслуживание,
измерения и регуляция, ИТ |
3 |
1 |
1 |
5 |
|
Отгрузка
|
2 |
1 |
|
3 |
|
Вахтёр
|
1 |
1 |
1 |
3 |
|
Ведущий
смены |
1 |
1 |
1 |
3 |
|
Ведущий
|
1 |
|
|
1 |
|
Бухгалтерия
|
2 |
|
|
2 |
|
Отдел
торговли |
3 |
|
|
3 |
|
Техник
по безопасности |
1 |
|
|
1 |
|
Менеджмент
|
4 |
|
|
4 |
|
Ассистент
|
2 |
|
|
2 |
|
Уборка
|
1 |
|
|
1 |
|
Всего
|
37 |
15 |
13 |
69 |
10. ВЛИЯНИЕ
НА ОКРУЖАЮЩУЮ СРЕДУ
Завод
III относится с той же категории производств, как и остальные заводы комбината
А, т.е. к промышленным производствам, не угрожающим окружающей среде.
К
предполагаемым влияниям может относиться запылённость, которая будет снижена с
помощью фильтрации отсасываемого воздуха. Предполагается и определённая часть
отработанной воды, в первую очередь, оставшаяся после мытья машин и
оборудования. Данную ситуацию разрешит станция очистки сточных вод. К эмиссиям
главным образом будут относиться продукты сгорания горелок природного газа,
т.е. CO2, CO и NOx. Эмиссии можно легко удержать в нижелимитных значениях
регуляции с периодической регулировкой указанных горелок котлов для
производства технического пара или воздушных единиц.
1